

 |
| 友情链接 |

|
 |
 |
 |
") |
 |
 |
 |
2018年高职组多轴加工样题解析
2018年高职组多轴加工样题解析
1. 分析技术要求文件
分析竞赛指南,了解竞赛平台提供的软件、硬件及参数,比如机床加装第四轴是左驱还是右驱,旋转轴每分钟多少圈,通过竞赛任务书了解产品加工要求,加工工艺。每一个加工位置的要求,采用工艺方式确定加工方案。
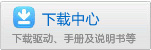
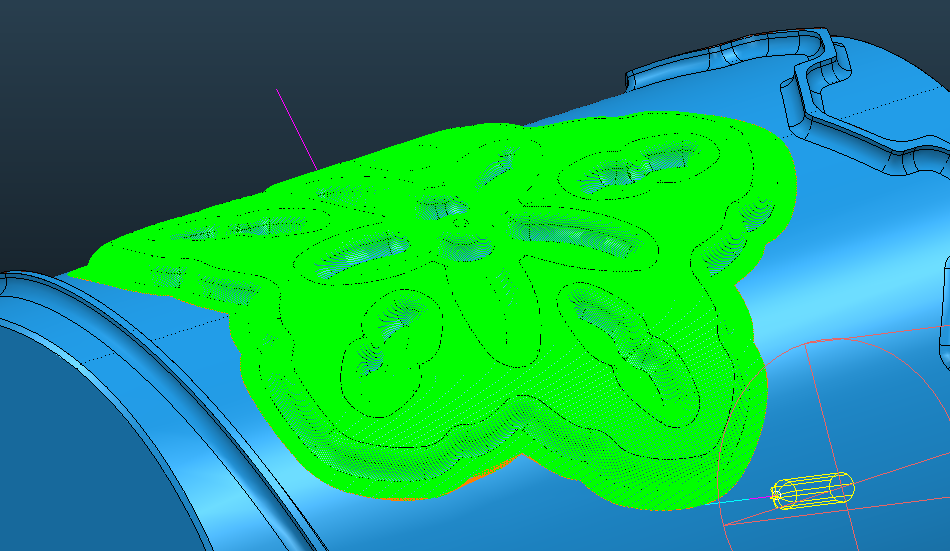
2. 凸棍加工篇
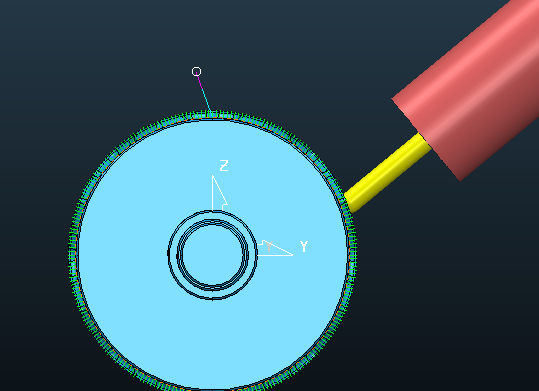
2.1 凸棍粗加工
根据机床第四轴在右边摆放工件,把花纹面旋转朝上,这里不推荐用连动方式粗加工,两方面原因。(1)五轴机床在做定轴粗加工时,通常有M代码来锁紧旋转轴,增加机床稳定性,四机机床没有锁紧的M代码,通常是通过扭矩来判断是否有旋转轴参入加工,是否需要锁紧旋转轴。联动粗加工,切削力相对较大,对第四轴磨损较快,长期使用影响机床精度。(2)联动加工时,机床实际进给率由机床最慢的一根轴决定,旋转轴受机械结构影响旋转速度慢,影响实际加工效率。
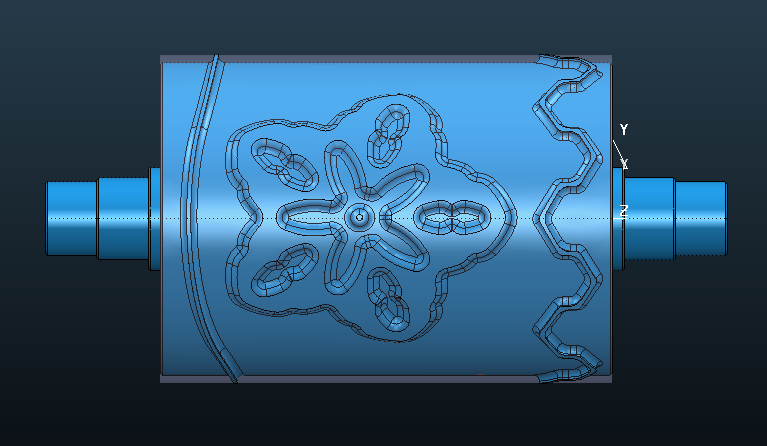
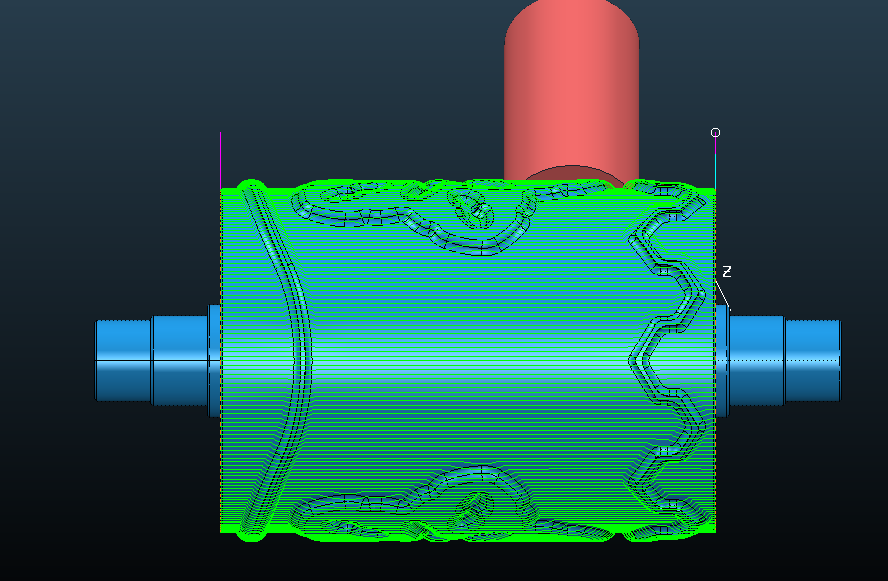
推荐用定轴加工,两面对开,再用小刀二次开粗的方式进行。
定轴加工,粗加工一半,然后再用同样的方式加工另外一半。注意两条刀具路径之间的联接。
有参赛选手把面展开用Vortex粗加工,然后把刀具路径生成参考线包裹到圆柱上面做粗加工,Vortex的特点是深切削,小步距加工。这个图档切
深只有2MM,用Vortex效率不高,显然不合适。
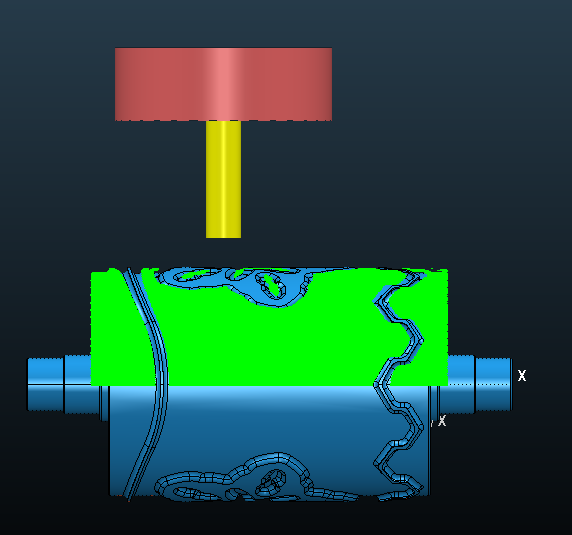
对工件进行二次粗加工
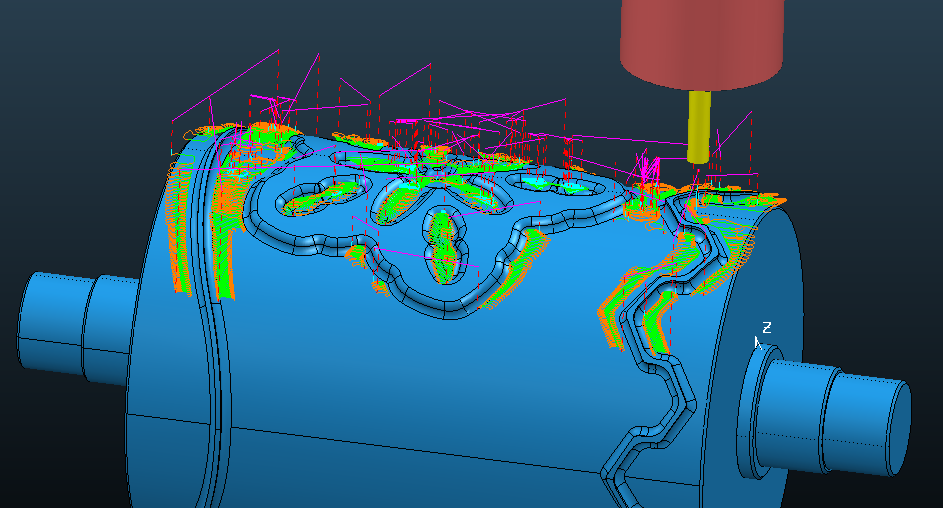
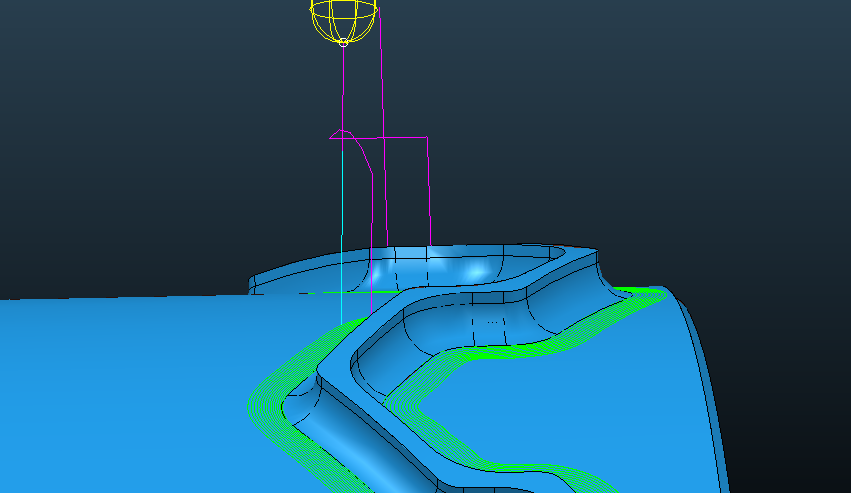
2.2 精加工
采用直线投影方式

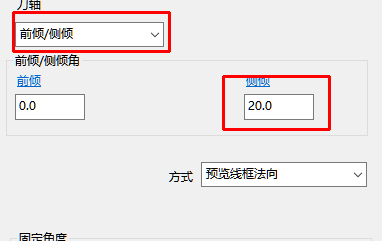
参考线样式采用线性而不用圆形是为了减少旋转轴的运动,提高加工效率。刀轴没有采用四轴加工常用的朝向直线是为了避免刀尖静点切削,侧倾20度用刀具侧刃切削工件表面质量更好。
这里有一个技巧,加工顺序用单向,在刀具路径计算完成后再调整加工顺序为来回铣,侧倾角度保持一个固定角度不变,避免角度来回变向影响加工效率及表面质量。
3. 清角加工
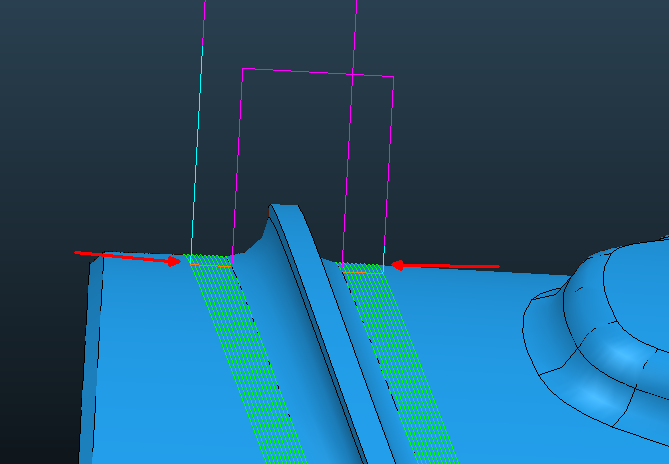
参考线精加工清角,两边都按箭头方向由外向内加工
局部地区用小刀精加工
总结:多轴加工的目的是为了把复杂的零件通过摆角度或联动方式,用简单的工艺和加工方法做出来。所以我们在加工过程中尽量去控制刀轴摆动,把刀具路径简单化。这样才能提高加工效率。(这里不是指编程效率)
作者:彭辉 电话:18664332694

2018年高职组多轴加工样题解析源文件下载:/uFile/6064/file/201852314916679.pdf
|
关于我们 | 联系方式 | 版权申明 版权所有2022 深圳时资科技发展有限公司 深圳网站设计 电话:0755-89239969 28996899 89239959 传真:0755-89239959 手机:13500063959 粤ICP备19117514号 |
